
TM 9-2320-260-34-1
3-79. INJECTOR SLEEVE MAINTENANCE (Contd)
b. Bead Cutting
CAUTION
Do not allow drill speed to exceed 75 rpm. If drill speed exceeds
75 rpm, tool chatter may occur and cylinder head maybe
damaged.
Do not cut more than 0.010 in. (0.254 mm) into cylinder head.
Ensure cutter is sharp. A dull cutter may cause damage to
injector sleeve bore and bead.
NOTE
Lubricate cutter with cutting oil.
Drill may be turned by hand for light cuts or to prevent acci-
dental removal of too much material.
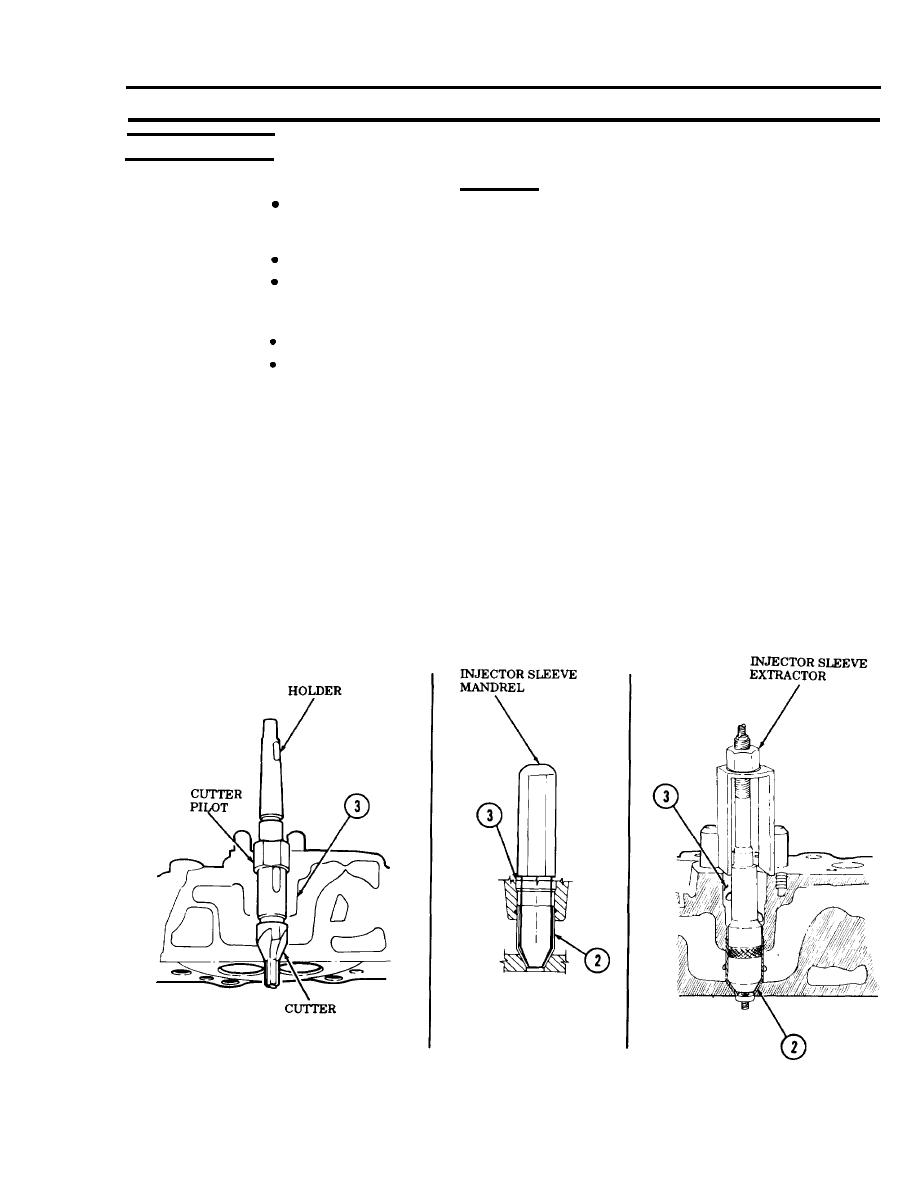
1.
Using bead cutting tool and drill, cut injector sleeve bore (3). When proper depth has been reached,
allow cutter to remain in position for ten seconds to ensure a good seat.
Remove bead cutting tool from injector sleeve bore (3).
2.
3.
Coat new injector sleeve (2) with prussian blue.
4.
Using injector sleeve mandrel, insert new injector sleeve (2) in injector sleeve bore (3) until fully
seated.
NOTE
For injector sleeve to be properly seated, there must be a 360 blue
band around the injector sleeve and injector sleeve bore.
5.
Using injector sleeve extractor, remove injector sleeve (2) from injector sleeve bore (3), and examine
contact pattern. If prussian blue does not form a 360 band around injector sleeve (2) and injector
sleeve bore (3), recut injector sleeve bore (3) (step 1).
3-223
