
TM 9-2320-272-24-4
5-7. CYLINDER LINERS AND BLOCK MAINTENANCE (Contd)
d. Cylinder Liners Installation
1.
Clean cylinder liner flange (2), crevice seal groove (12), and O-ring grooves (3) and (11) with lint-free
cloth.
2.
Install new crevice seal (10) in crevice seal groove (12). Ensure crevice seal (10) is straight and not
twisted.
3.
Install new black O-ring (9) in top O-ring groove (11) using molding mark as a guide. Ensure new
black O-ring (9) is straight and not twisted.
4.
Install new red O-ring (9) in bottom O-ring groove (3). Ensure new red O-ring (9) is straight and not
twisted.
5.
Clean cylinder bore (7), counterbore (4), and lower bore (5) and apply lubricating oil.
6.
Apply light coat of clean engine oil to crevice seal (11) and O-rings (8) and (9) and position cylinder
liner (1) in engine block (6) by hand. Take care not to dislodge O-rings (8) and (9) and crevice seal (10).
Press cylinder liner (1) in place using hand pressure.
NOTE
Install cylinder liner without shims until liner protrusion is
checked in step 8. It may be necessary to remove liners and add
shims.
7.
Drive cylinder liner (1) in with liner driver and liner clamp until cylinder liner flange (2) is seated.
Hold down with hold-down tool.
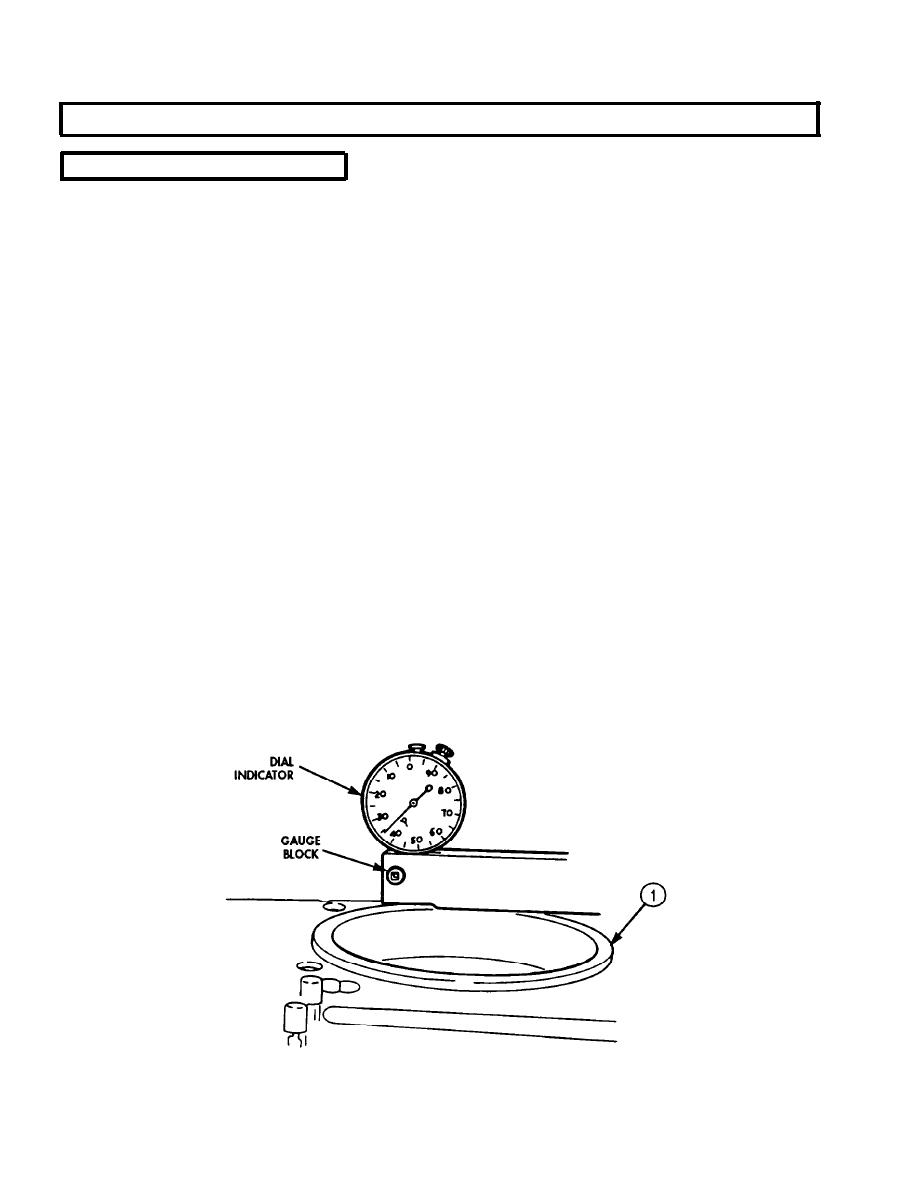
8.
Position dial indicator and gauge block on cylinder liner (1) and measure cylinder liner (1) protrusion.
If protrusion is not 0.003-0.006 in. (0.08-0.15 mm), add or remove shims and repeat task d.
NOTE
When performing step 9, if liner is more than 0.002 in. (0.05 mm)
out-of-round in lower bore O-ring area, remove liner and check for
cause of distortion. It is permissible to have 0.003 in. (0.08 mm)
out-of-round at the top 1 in. (25.4 mm) of liner bore.
Position telescoping gauge in cylinder liner (1) and measure at several points within range of piston
9.
travel for out-of-round condition. If out-of-round, remove cylinder liner (1) and reinstall.
5-46
